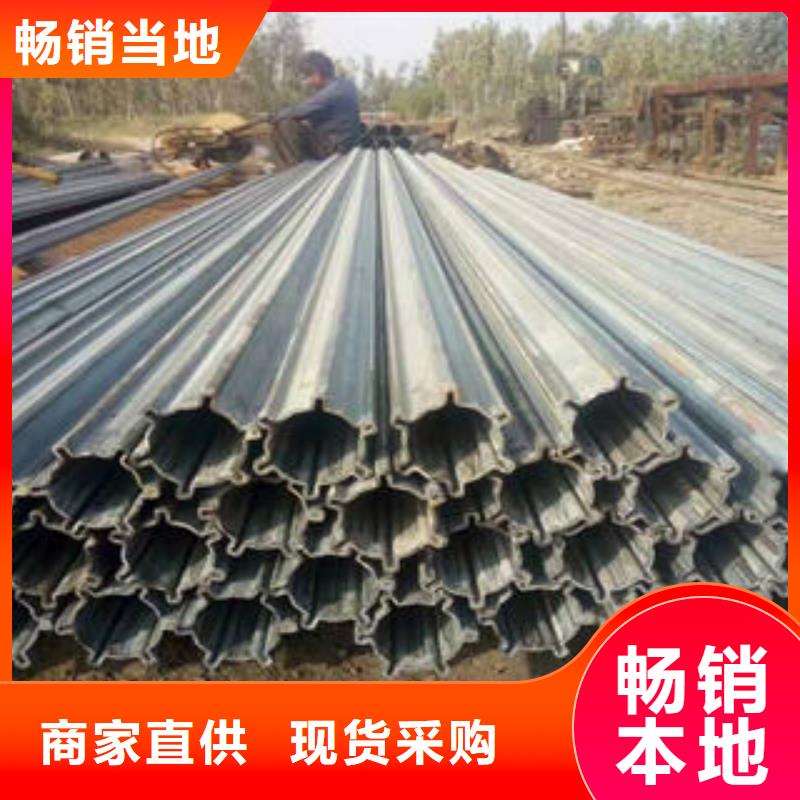
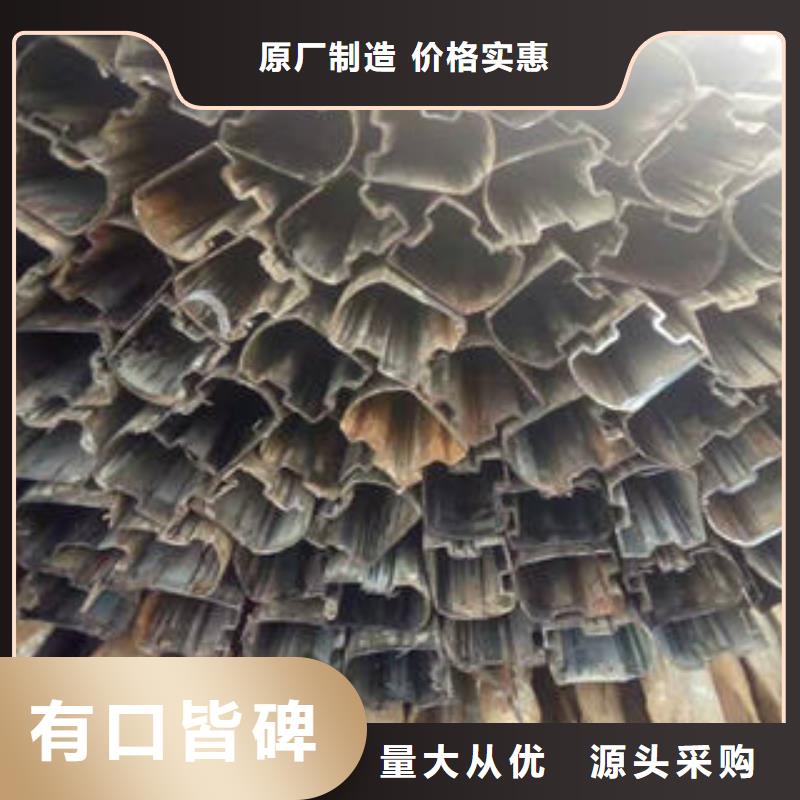
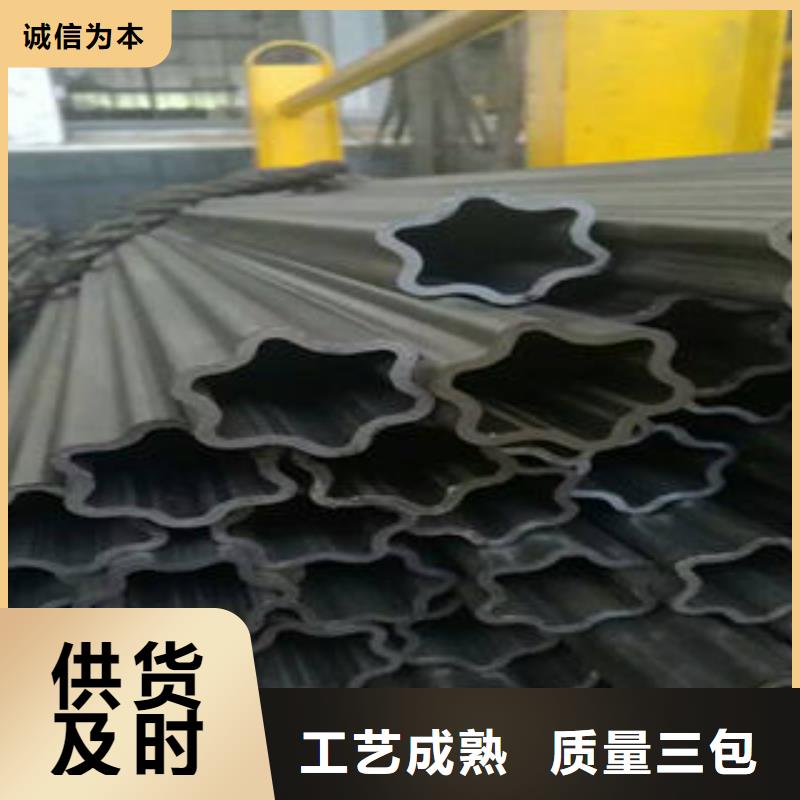
异型钢管供货稳定
更新时间:2026-05-07 09:57:00 ip归属地:黄石,天气:中雨转阴,温度:16-26 浏览:1次

- 发布企业
- 亚华钢管(黄石市下陆区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 汇通物流园C区303
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 胡经理 请说明来自企业旺旺,优惠更多
详细介绍

优惠的 无缝钢管价格是我们对客户的庄严许诺,我们坚持以“质量树信誉,以品牌占市场,以创新求发展,以规模取效益”,黄石下陆亚华钢管有限公司真诚希望在今后的岁月中继续与广大的用户和社会各界真诚合作,携手前进,共同发展。


但如果不锈钢表面不能形成钝化膜,或者形成的钝化膜不够,那么它的耐腐蚀性就失效了,特别是在中,不锈钢不会比碳钢好多少。更重要的是,如果钝化膜的局部被,但不能修复,那么的金属表面会与未的部分表面形成阴阳极,从而产生腐蚀电池,更加加速了局部腐蚀,出现孔蚀、缝隙腐蚀等现象,使得腐蚀情况更加恶化。
所以在这种情况下,必须要进行更换,以免造成更大的影响。所以说六角管出现裂痕需要及时使用正确的及时的进行处理,从而保证六角管的和性能。六角管在加工中,抛光是很重要的一步,同时也是不能忽视的一步,那么在六角管的生产中我们要如何正确的进行抛光处理呢,不锈钢原料的材质因素。
如果硬度过低,抛光时抛亮这一步就比较困难,还有硬度太低,在深拉伸时表面易出现桔皮现象,从而影响抛光性,对于硬度高的材质来说,他们的抛光性相对就好一些。,经过深拉伸品,变形量极大的区域表面也会出小的黑点,还是会影响到抛光性。
不锈钢原料表面存在的一些缺陷。如划伤、麻点、过酸洗等。这种材料是不能进行有效的抛光的。所以说为了保证六角管抛光的效果,在进行抛光的时候一定要注意这些细节,从而保证六角管产品的。六角管发生断裂,主要是由于哪些原因造成的。
市场库存量已降至历史低位,对椭圆钢管形成较强支撑截至上周,35个主要市场椭圆钢管库存量为338万吨,28万吨,减幅为35%。而从线材、椭圆钢管、热轧板卷、冷轧板卷、中厚板五大品种库存总量来看,本期综合库存总量为8315万吨,较前一周53万吨,减幅为78%。



浅析不锈钢异型管的焊接要点:
(一)不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
(二)焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
(四)异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
(五)保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
(六)采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
(七)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
(八)焊嘴与异型管间的距离以15-25mm为宜。
(九)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
(十)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
(十一)一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
(十二)在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。


(一)切削加工性异型管材料的切削加工性系指接受切削加工的能力,也是指经过加工而成为合乎要求的工件的难易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。
(二)锻性是异型管在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。锻性好坏主要决定于金属的化学成分、显组织、变形温度、变形速度及应力状态等因素。
(三)顶锻性 顶锻性是指管材承受打铆、镦头等的顶锻变形的性能。金属的顶锻性,是用顶锻试验测定的。
(四)热处理工艺性热处理是指异型管在固态范围内,通过一定的加热、保温和冷却方法,以改变金属或合金的内部组织,而得到所需性能的一种工艺操作。热处理工艺就是指金属经过热处理后其组织和性能改变的能力,包括淬硬性、淬透性、回火脆性等。
(五)铸造性铸造性包括流动性、收缩性和偏析倾向等。流动性是指液态金属充满铸模的能力,流动性愈好,愈易铸造细薄精致的异型管件;收缩性是指铸件凝固时体积收缩的程度,收缩愈小,铸件凝固时变形愈小;偏析是指化学成分不均匀,偏析愈严重,管材各部位的性能愈不均匀可靠性愈小。
(六)焊接性焊接性是指材料在特定结构和工艺条件下通过常用焊接方法获得预期质量要求的焊接接头的性能。焊接性一般根据焊接时产生的裂纹敏感性和焊缝区力学性能的变化来判断。
(七)冲压性指管材经过冲压变形而不发生裂纹等缺陷的性能。许多产品的制造都要经过冲压工艺,为保证制品的质量和工艺的顺利进行,用于冲压的金属板、带等必须具有合格的冲压性能。
(八)冷弯性 异型管材料在常温下能承受弯曲而不破裂的性能,称为冷弯性。出现裂纹前能承受的弯曲程度愈大,则材料的冷弯性能愈好。


