焊接平台、焊接平台厂家直销-型号齐全
欢迎前来了解白银靖远伟业五金机械厂发布的 焊接平台价格, 焊接平台厂家信息,服务质量好,性价比高,为您节省采购成本!


检验平板用于检查零件的尺寸精度或形位偏差,并作划线,适用于各种检验工作,精密测量的基准平面。检验平板/检验平台在使用时要先进行安装调试,然后把工作面清理干净,在确认没有问题的情况下使用,检验平台使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏检验平台的工作面;工件的重量不能超过检验平台的额定载荷,否则会造成工作质量降低,损坏平板的结构,甚至会造成平板变形,使之无法使用。
焊接平台的精度稳定而抗磨性好,精度按标准计量检定规定规程执行。1、 焊接平板(焊接平台) 的角度测量铸铁平板精度分为1、2、3级及精刨。
2、 焊接平板(焊接平台) 的平行度测量的基准面:固定量表座,然后使量表指针接触在待测物表面上方,移动待测物,可检查工件面与平板面的平行度。
3、平板的基准面:可接工作图的尺寸,进行划线工作。4、平板的高度测量的基准面:将待测物与量表座同置於平台上,进行高度比较测量,后可再将其高度与标准块规相比较。钳工平台规格:200×200-2000×4000,(特殊规格根据需方图纸制做加工或双方商定加工生产)。钳工平板精度按标准计量检定规程执行,分0,1,2,3四个级别。



铝型材平台有时和流水线配套使用,不可缺少的会遭受冲击力,配套使用的架子一定要稳固,而且平台的面厚也要加强。
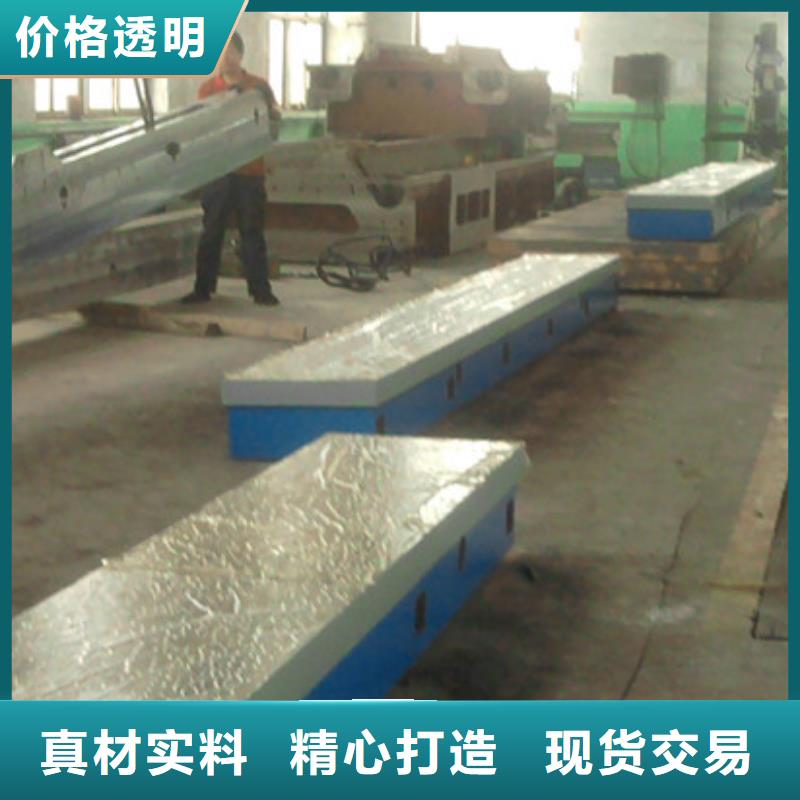
运输中也许产品会变形,因此我们都用户定做结构更合理,更稳定的加厚铸铁检验平台,因此建议广大用户再选用铸铁检验用平台的时候,尽量根据自身情况定做加厚加强型铸铁检验平板。李经理 13603175737。 目前在我厂定做的基准平台的规格有:500*6000、600*6000、4000*350、400*6000、500*7000、5000*400、6500*500、8000*500、350*7500等几种规格。精度多为2级就能满足客户需要,但要求结构设计要合理,以免变形量大,导致精度降低的情况。
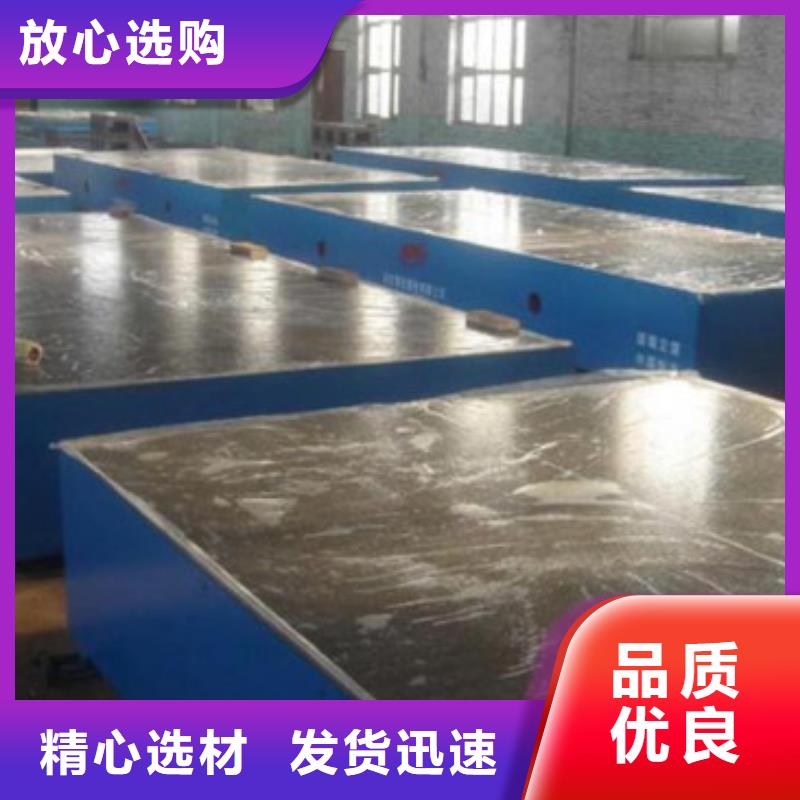
铝型材专用平台订购的规格一般都是异形件,多为订做平台,规格为500mm*4000mm或600mm*6000mm的居多。做铝型材的厂家选用的检验铸铁平台都是精度为1级的产品,多个厂家要铸铁检验平台送到后要请当地计量局检测精度,虽然这些铝型材专用铸铁检验平台的承重量不大,但是由于铝型材对于检验铸铁平台的精度要求高,而且需要铝型材专业平台的用户,定做的平台一般都是宽度小、长度大。 铝型材检验平板是检验铝型材平行度的平台,是铝型材生产厂家必不可少的生产工具。
近期国内外铝型材市场非常火爆,国内的多家铝型材企业都在增加生产线,铝型材检验平台的需求量也随之增加。因此作为铝型材检验平台生产厂家,公司目前正为广东,深圳,上海,山东等地的多家铝型材生产企业定制铝型材检验用基准平台。



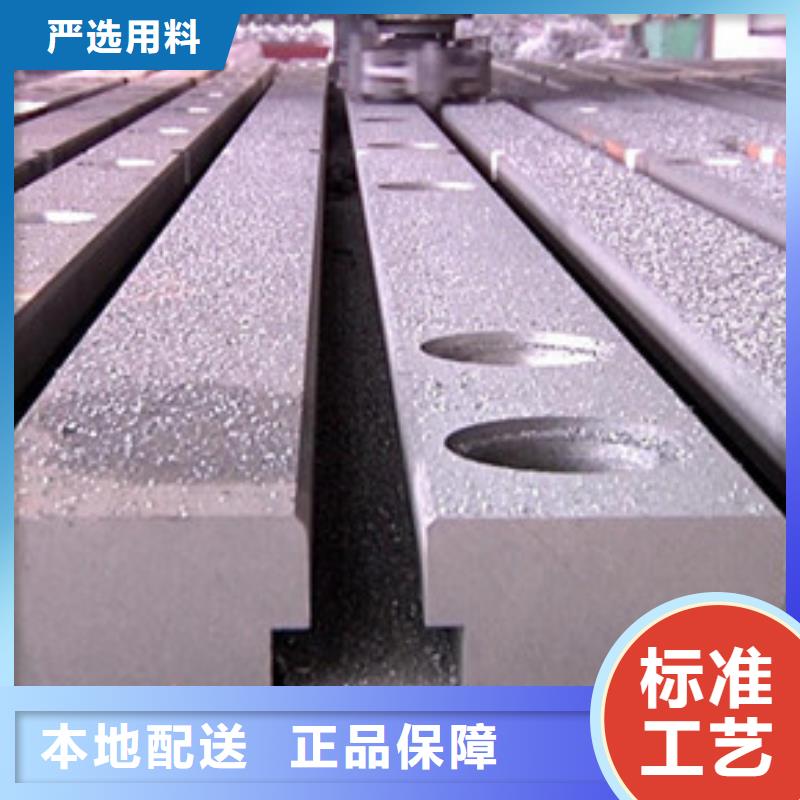
焊接平台T型槽尺寸根据客户需要来设计,需要焊接的工件又大、又重时,T型槽开口就越大,换句话说就是使用的用来固定工件螺栓就越大,反之越小,T型槽之间的间距也是根据客户的需求情况来设计,T型槽的技术参数根据标准GB/T158-1996进行设计、加工,如果是国外客户T型槽标准应按照DIN650-1985德国标准设计。
焊接平台热处理是保证平面度不变形的根本,焊接平台质量的好坏,热处理是否合格是考察焊接平台质量的重点参数之一,焊接平台毛坯热处理执行标准GB/T5614-1985 ,无论时间、温度均要符合标准要求。
焊接平台铸件要符合标准GB/T9439-2010 。焊接平台毛坯铸造分为树脂砂造型和水泥沙造型,现在大型铸铁件一般采用这两种造型方法,均为消失模铸造,一般批量大有比较小的铸件采用木模实型铸造,树脂砂造型多用于大型机床铸件和高端焊接平台铸造,价格方面要高于水泥沙造型的铸件,80%的焊接平台采用水泥沙造型进行铸造铸件,这样既能满足焊接平台技术参数的要求,又能降低焊接平台的制造成本,是大多数厂家制造焊接平台时用的工艺流程。


检验平台生产灰铸铁件时,必须严格控制人炉和人包材料的质量,对其成分、块度及理化性能必须按要求进行检查和验收。 铸铁铆焊平板通常采用灰铸铁或球墨铸铁进行铸造。
灰铁被称为孕育铸铁,其以低廉的成本,良好的减震性、耐磨性、机械性能和铸造性能被广泛应用于铸造行业中。要使用灰铸铁获得合格的铸造坯件,必须经过碾砂-造型-熔炼-浇注-清理-检查等众多环节,要保证铸件的质量就必须控制好铸造过程中的各个环节。 铸铁是一种片状石墨的灰铸铁,只是制造原理同普通铸铁不同,增加了过程。
在低碳、硅成份的铁水中加人适量的孕育剂,以抑制其过度石墨化。一般来说,原铁水的含碳量在2.8~3.0%之间,由于铸铁含碳较低,多以炉料中加人足够数量的废钢。硅的含量在0.9~1.5%之间,以便加大剂的加人量,以提高铸件机械性能。含硫、锰量分别在0.08~0.12%和0.9~1.2%范围时,若含锰量过高,铸铁中则出现渗碳体。
含磷量小于0.12%,若其含量高,会影响铸件强度。
严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。



产品


- 灯箱全国可发货 2026-05-09
- 衬塑管多年生产经验 2026-05-09
- 板栗苗口碑 2026-05-09
- 槽钢便宜耐用 2026-05-09
- 性价比高的建筑装潢胶销售厂家 2026-05-09
- 道路护栏全年低价 2026-05-09
- 找岩棉保温板厂家 2026-05-09
- 接地端子-接地端子现货供应 2026-05-09
- 无缝钢管、无缝钢管生产厂家-质量保证 2026-05-09
- 镀锌圆管 方矩管厂家 2026-05-09
- 实验台施工安装 2026-05-09
- 靠谱的不锈钢水箱批发商 2026-05-09
- 隔墙板全国配送 2026-05-09
- 三轮洒水车厂家-高品质 2026-05-09
- 供应铝管的生产厂家 2026-05-09
联系方式
