卖精密钢管的供货商
更新时间:2026-05-13 01:08:30 ip归属地:常德,天气:小雨转多云,温度:18-23 浏览:2次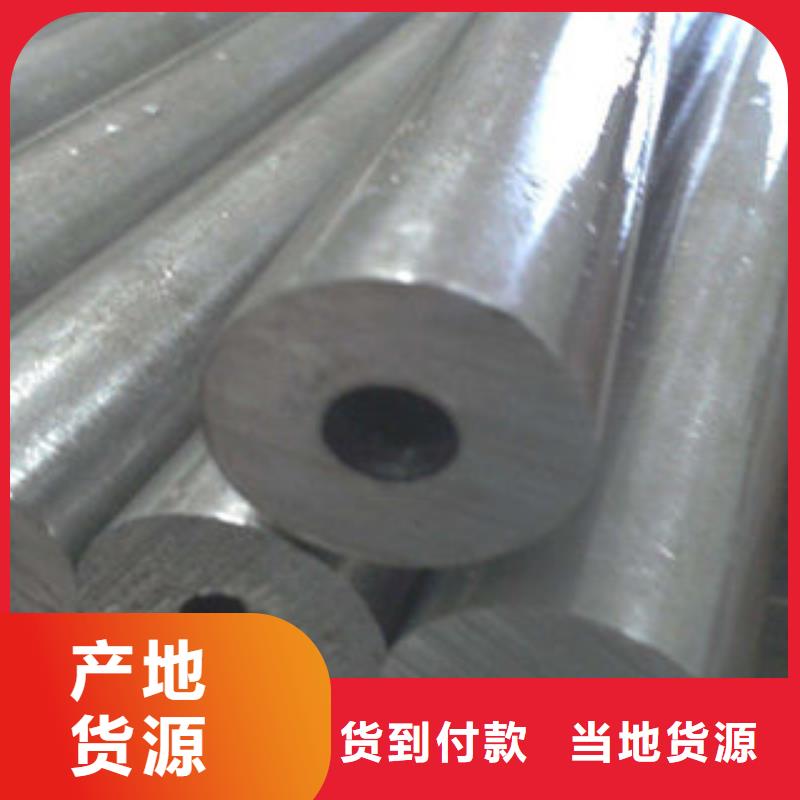

- 发布企业
- 盛联管业(常德市津市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝方矩管
- 所在地
- 开发区工业园
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 潘经理 请说明来自企业旺旺,优惠更多
详细介绍
以下是:常德市津市卖精密钢管的供货商的产品参数
【盛联】为客户提供多样化产品,包括安乡无缝方矩管做工细致、澧县无缝方矩管产地直供、石门无缝方矩管N年生产经验、桃源无缝方矩管用心做好细节等,适配多元场景需求。在常德市津市本地采买卖精密钢管的供货商到盛联管业(常德市津市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:潘经理-【18762195566】。
为了给您提供更的卖精密钢管的供货商产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:卖精密钢管的供货商的图文介绍
常德津盛联管业有限公司追求与客户长期、稳定、互动的合作关系,努力当好 无缝方矩管与用户沟通的纽带。公司以优惠的 无缝方矩管出厂价,优质的商家服务愿与广大新老客户携手共进,共同发展。企业目标: 以优质的服务满足广大客户的需求,以质优价廉 的 无缝方矩管取得广大客户的信任。不断发展,做行业的领跑者。企业文化:广交朋友,合作共赢。



这种精密管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
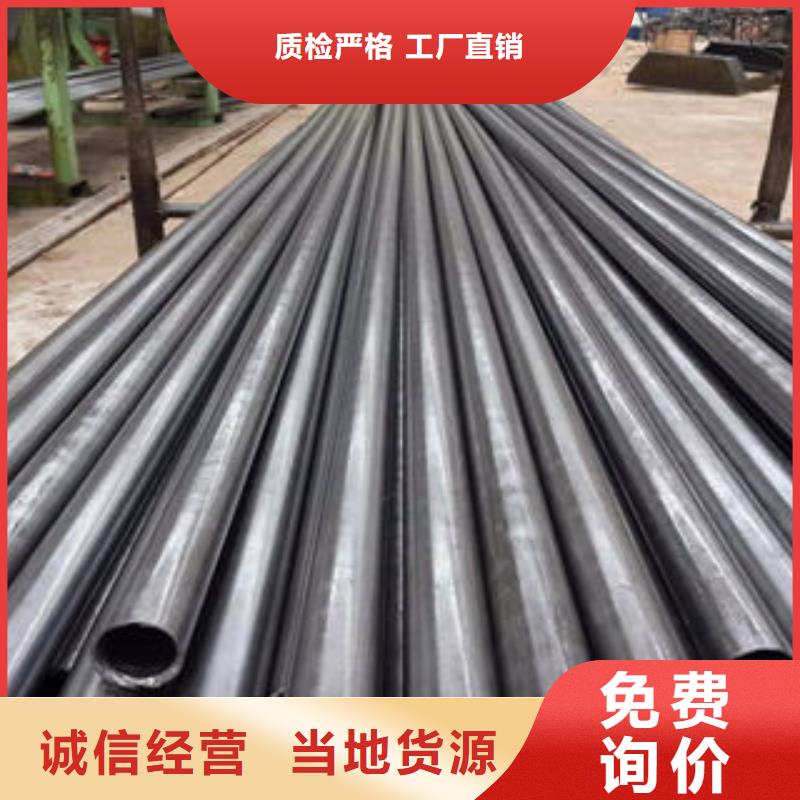
一般的精密管的生产工艺可以分为冷拔与热轧两种,冷轧精密管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密管要短于热轧精密管,冷轧精密管的壁厚一般比热轧精密管要小,但是表面看起来比厚壁精密管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。



无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精密钢管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精密钢管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水洗——鳞化——皂化——拉拔——检查——切定尺——珩磨——端部加工——矫直——总装——试压——装箱


当输入热量不足时,被加热的精密钢管边缘达不到精密钢管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精密钢管边缘超过精密钢管温度,产生过烧或熔滴,使精密钢管形成熔洞。精密钢管的两个边缘加热到精密钢管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的精密钢管。若挤压力过小,形成共同晶体的数量就小,精密钢管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精密钢管,不但降低了精密钢管强度,而且会产生大量的内外毛刺,甚至造成精密钢管搭缝等缺陷。
精密钢管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精密钢管强度下降;反之,精密钢管边缘加热不足,挤压后成型不良。精密钢管是一个或一组精密钢管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管精密钢管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管精密钢管边缘附近,使精密钢管边缘加热到精密钢管温度。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精密钢管快速运动,精密钢管受精密钢管内壁的磨擦而损耗较大,需要经常更换。精密钢管经精密钢管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精密钢管的快速运动,将焊疤刮平。精密钢管内部的毛刺一般不。
根据精密钢管线能量的变化及时调节输出电压和精密钢管速度。参数固定后一般不用调整精密钢管间隙的控制将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。



在常德市津市采购卖精密钢管的供货商请认准盛联管业(常德市津市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:潘经理-【18762195566】)。