公司新闻
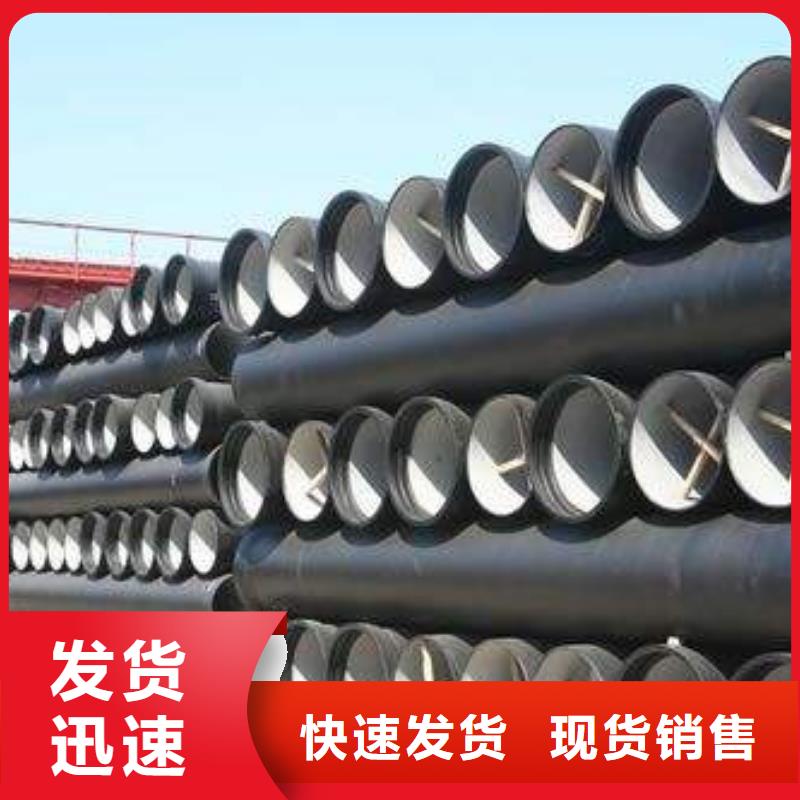
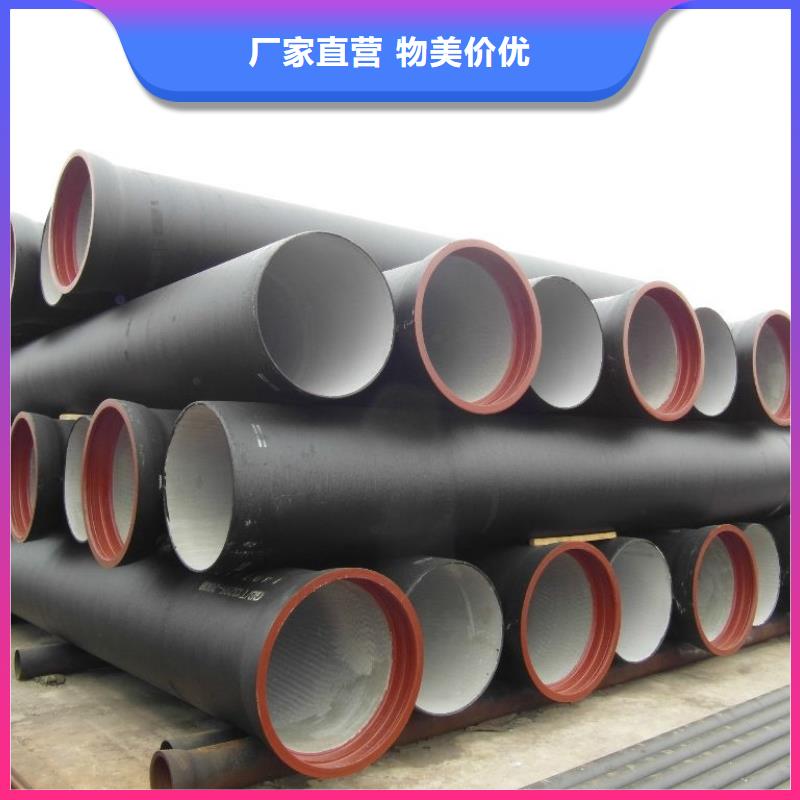
重信誉球墨铸铁管厂家直销
更新时间: 2026-04-29 19:54:55 ip归属地:楚雄,天气:阵雨转阴,温度:9-21 浏览:1次
以下是:云南省楚雄市重信誉球墨铸铁管厂家直销的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 重信誉球墨铸铁管供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 双柏县、牟定县、南华县、姚安县、大姚县、永仁县、元谋县、武定县、禄丰市等区域。 |
【华夏联丰】业务覆盖多元场景,提供以下产品和服务:姚安球墨铸铁管实力商家供货稳定、牟定球墨铸铁管货源足质量好、昭通球墨铸铁管满足客户需求、丽江球墨铸铁管按需定做等。选购重信誉球墨铸铁管厂家直销来云南省楚雄市找华夏联丰铸造(楚雄市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-【0527-88266888】,地址:[城阳区双元路]。 云南省,楚雄彝族自治州 先秦时期,楚雄彝族自治州境主要分布着氐羌、百越、百濮三大族群。1953年,两专区合并为楚雄专区,设17县。2020年12月25日,楚雄彝族自治州被卫生委等授予“无偿献血先进省(市)奖”。2021年5月14日,楚雄彝族自治州被教育部认定为全国中小学劳动教育实验区。2021年12月14日,楚雄彝族自治州入选“2019-2021年创建周期全国基层中医药工作先进单位候选地区公示名单”。2021年末,楚雄彝族自治州内公路通车里程22651.87公里(含村道)。楚雄彝族自治州主要景区(点)有武定狮子山、元谋土林、彝人古镇等。
文字再美,也抵不过视频中的重信誉球墨铸铁管厂家直销产品真实呈现,赶快点击观看吧!
以下是:云南楚雄重信誉球墨铸铁管厂家直销的图文介绍
云南楚雄华夏联丰铸造有限公司专注于 球墨铸铁管的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。


球墨铸铁管施工过程中的主要要点
1、 球墨铸铁管测量放线
根据设计单位提供的控制桩基准点,按设计图纸由专业测量人员测出管线的准确位置、标高、打50米桩及转角,并撒石灰粉线,控制桩上标明桩号、里程、高程,转角桩应标明角度。转角地段应加大打桩密度。在检查井处、变换管径处、阀门井处均应加设中心桩,必要时还应设置护桩和控制桩。
2、 管沟开挖及基础处理
①、开挖前须得到规划部门、勘测部门的详细资料,或可能有关的各单位(如供电、电信、广播、军事等可能有地下设施的单位)会审,以保证开挖过程中的。
②、沟槽开挖时,应根据土的类别,确定开挖断面。考虑管道施工方便,将来回填时土沙能够充分回填至管底部位和管道施工操作面的需要,槽底宽度要满足施工要求。管道接口处的沟槽开挖要留有余地,方便接口操作。
③、土方开挖采用机械开挖,槽底预留20cm由人工清底。球墨铸铁管开挖过程中严禁超挖,以防扰动地基。对于有地下障碍物(现况管缆)的地段由人工开挖,严禁破坏。
④、球墨铸铁管沟槽开挖尽量按先深后浅顺序进行,以利排水。
⑤、挖槽土方处置,按现场暂存、场外暂存、外弃相结合的原则进行。开槽土方凡适宜回填的土选择妥善位置进行堆放,但不得覆盖测量等标注,均暂存于现场用于沟槽回填。回填土施工前制定合理土方调配计划,作好土方平衡少土方外运及现场土方调运。
⑥、对于地质较差的地段,开挖时还应设置支撑,支撑形成有横撑、竖撑和板桩撑等,支撑材料选用钢材,木材或钢木混合使用。沟槽挖土结束后,应做管道基础。基础厚度30CM,其中20CM大片,10CM碎石
⑦槽底遇有不易的岩石,应将其凿至槽底以下不小于0.15m,再用沙土回填夯实至设计高度要求。



灰口铸铁的补焊工艺.
冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。
② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。
③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。
④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。
⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。
热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。
气焊焊补灰口铸铁的补焊工艺:
气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。
焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。
② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。
山东华夏联丰铸造有限公司



今年在云南省楚雄市本地购买重信誉球墨铸铁管厂家直销有了新选择,华夏联丰铸造(楚雄市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的重信誉球墨铸铁管厂家直销产品。如需购买或咨询,请随时联系我们,联系人:高经理-【0527-88266888】,地址:城阳区双元路。
其他新闻
- 发电车出租-欢迎选购 2026-04-29
- 钢套钢出地弯头发货快品质高 2026-04-29
- 不锈钢管大厂家选的放心 2026-04-29
- 桥梁钢护栏-报价实在 2026-04-29
- 精密管三年质保 2026-04-29
- 专业销售电缆-保量 2026-04-29
- 买球墨铸铁管必看-服务优 2026-04-29
- 不锈钢复合管护栏施工安装 2026-04-29
- 球墨铸铁管现货直销 2026-04-29
- 诚信的除尘设备及配件生产厂家 2026-04-29
- 声测管老品牌值得信赖 2026-04-29
- 钢套钢保温配件订购热线 2026-04-29
- 隔墙板品牌保证 2026-04-29
- 钢筋滚丝轮-批发价格-优质货源 2026-04-29
- 定制杂粮五谷自发面粉_厂家/供应 2026-04-29
产品

联系方式
