公司新闻
无缝钢管品牌厂家-放心选购
更新时间: 2026-05-09 20:40:22 ip归属地:北京,天气:阴转多云,温度:14-25 浏览:1次
以下是:北京市门头沟区无缝钢管品牌厂家-放心选购的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 无缝钢管品牌-供应范围覆盖北京市、门头沟区、东城区、西城区、丰台区、石景山区、海淀区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区等区域。 |
【德运华】为客户提供多样化产品,包括大兴型材、自营品质有保障、东城型材、厂家直销规格多样、朝阳型材、精心等,适配多元场景需求。无缝钢管品牌厂家-放心选购,德运华金属材料(北京市门头沟区分公司)专业从事无缝钢管品牌厂家-放心选购,联系人:武恩华,电话:【17768165506】、【17768165506】,以下是无缝钢管品牌厂家-放心选购的详细页面。 北京市,门头沟区 2022年,门头沟区地区生产总值(GDP)272.2亿元,按不变价计算比上年增长1%。
我们的现场实拍视频将带您走进无缝钢管品牌厂家-放心选购产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:北京门头沟无缝钢管品牌厂家-放心选购的图文介绍


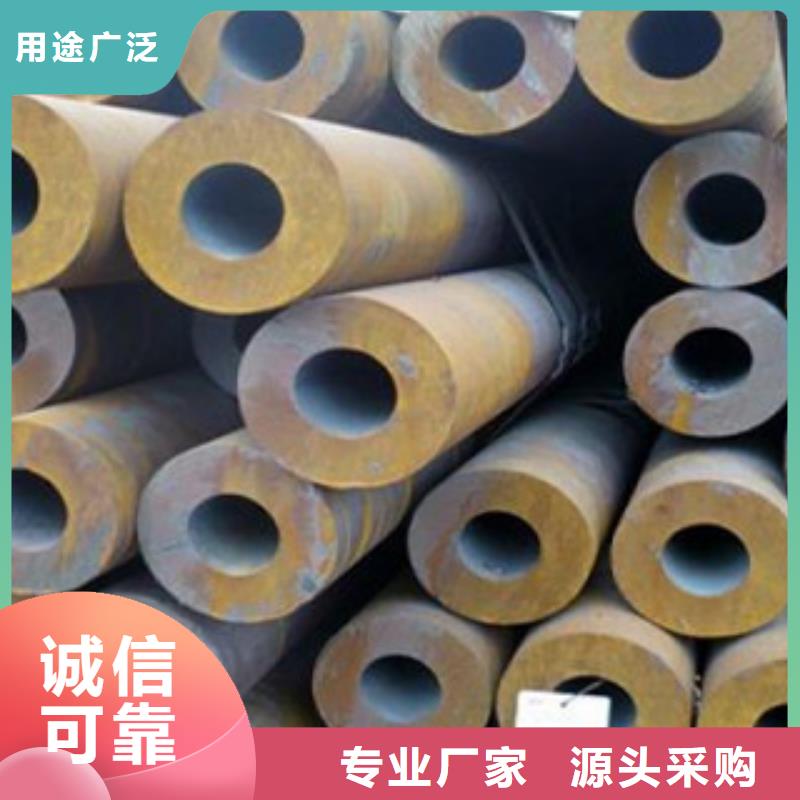
不锈钢管规格及外观质量:按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,大深度不大于0.3mm。钢管两端应切成直角,并毛刺。
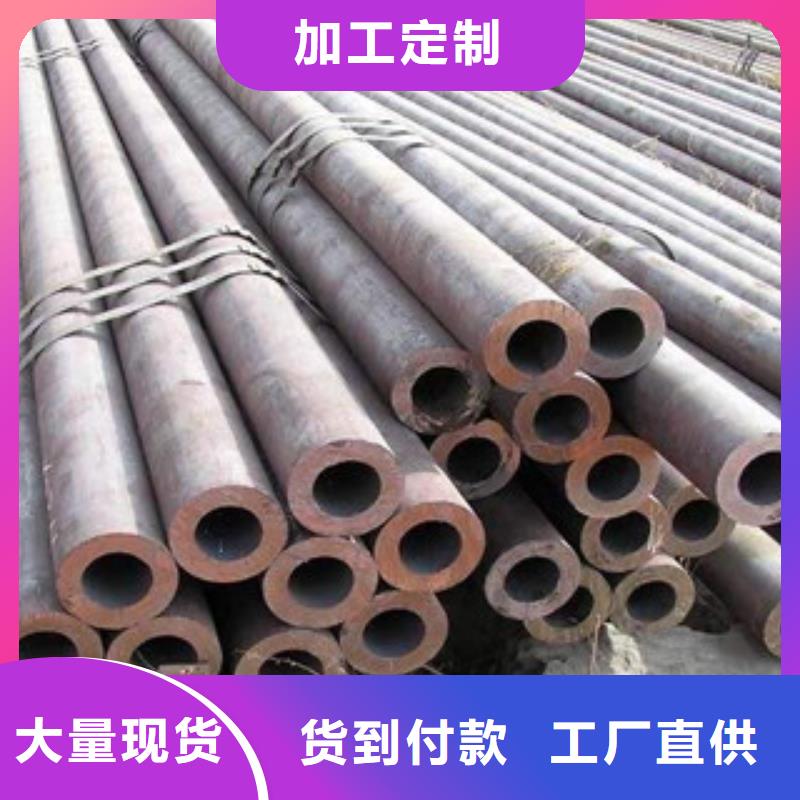
不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,大深度不大于0.3mm。钢管两端应切成直角,并毛刺。
不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。



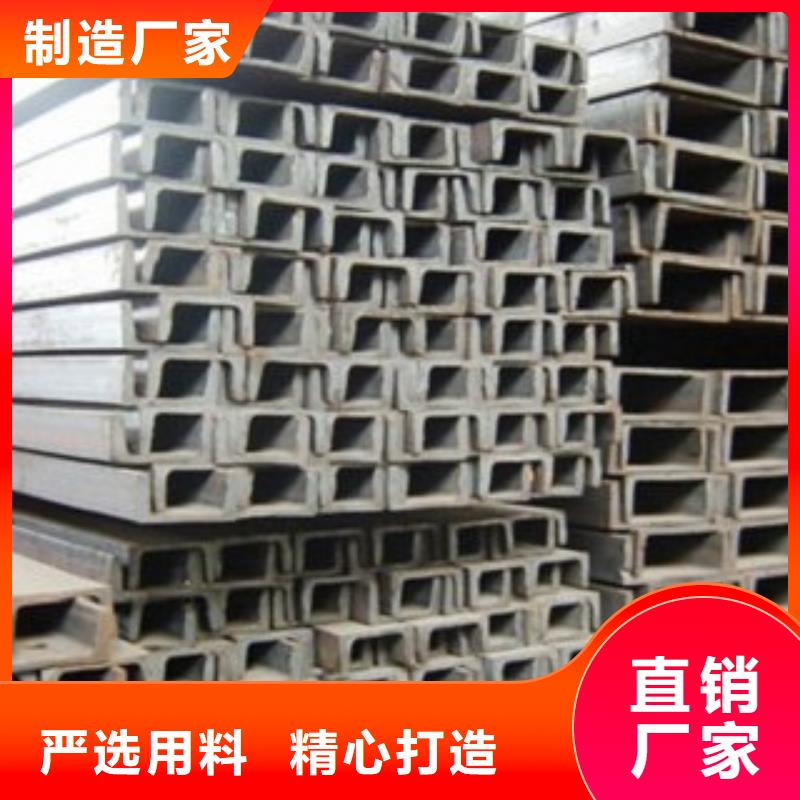
总经理武恩华携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 型材,行业的美好明天而共同努力。


钢管之间几种不同的连接方式有什么特别:卡压式:将配管插入管件,管件两端为凸出的U型槽,内置密封圈用专用管件工具承插部位卡压进行连接!压缩式:将配管插入管件的管口,由螺母紧固,用螺旋力将管口部的套管通过密封圈压缩,起密封作用,完成配管连接!
焊接式:对通常承插式的管件与配套进行环状氩弧焊,起密闭作用,完成配套连接!快接法兰式:对法兰与配套进行环状氩弧焊,用快夹使法兰间的密封垫压缩,起密闭作用,完成配套连接!锥螺纹式:对外螺纹套与配套进行环状氩弧焊,内螺纹管件以锥纹连接起密闭作用,完成配套连接!可用于地基下沉、高温高压等恶劣环境。
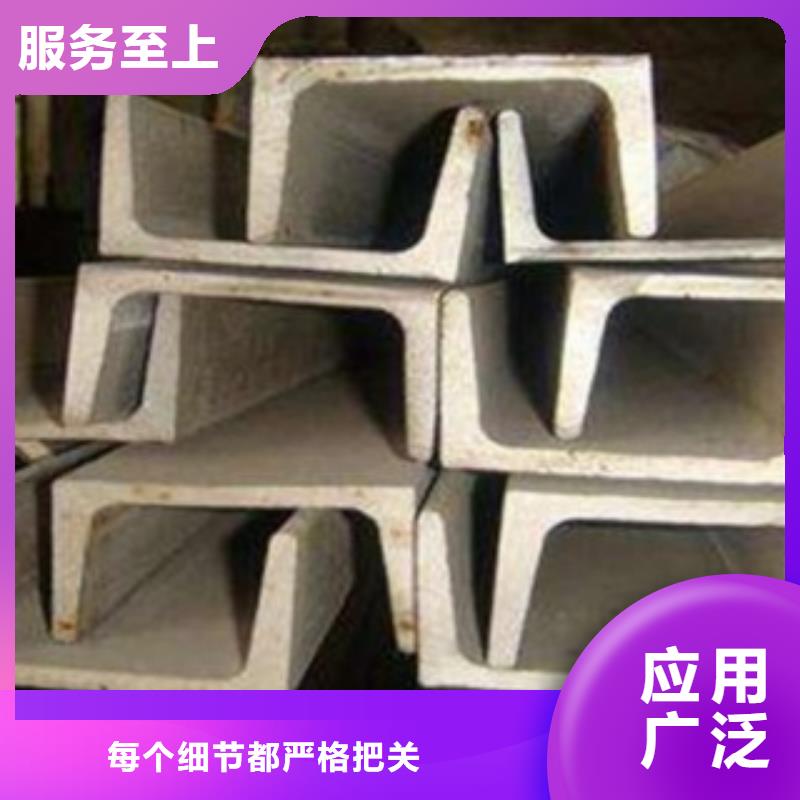
限位压缩式:配管采用翻边或端口焊环,连接方式为活接或半活接连接,将橡胶密封圈限位密封压缩20%-30%后,进入金属密封槽,采用限位密封来保护密封元件!可用于地基下沉、高温高压等恶劣环境。 热缩式管件:管道连接时,可以采用现场焊接。工地现场无法处理焊接点,采用热缩式管件作补充密封,在在热力的作用下收缩,从而达到缩式密封
焊接式:对通常承插式的管件与配套进行环状氩弧焊,起密闭作用,完成配套连接!快接法兰式:对法兰与配套进行环状氩弧焊,用快夹使法兰间的密封垫压缩,起密闭作用,完成配套连接!锥螺纹式:对外螺纹套与配套进行环状氩弧焊,内螺纹管件以锥纹连接起密闭作用,完成配套连接!可用于地基下沉、高温高压等恶劣环境。
限位压缩式:配管采用翻边或端口焊环,连接方式为活接或半活接连接,将橡胶密封圈限位密封压缩20%-30%后,进入金属密封槽,采用限位密封来保护密封元件!可用于地基下沉、高温高压等恶劣环境。 热缩式管件:管道连接时,可以采用现场焊接。工地现场无法处理焊接点,采用热缩式管件作补充密封,在在热力的作用下收缩,从而达到缩式密封



圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。
冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。


热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



无缝钢管品牌厂家-放心选购,德运华金属材料(北京市门头沟区分公司)为您提供无缝钢管品牌厂家-放心选购产品案例,联系人:武恩华,电话:【17768165506】、【17768165506】。
产品

其他新闻
- 铝方通-铝方通品牌 2026-05-09
- 物流优选商家 2026-05-09
- 采购不锈钢复合管护栏必看-来电咨询 2026-05-09
- 规模大的防撞桥梁护栏厂家 2026-05-09
- 销售锚杆的厂家 2026-05-09
- 无缝钢管厂家技术领先 2026-05-09
- 铸铁型材实体大厂 2026-05-09
- NM500耐磨钢板厂家好品质 2026-05-09
- 铝窗花出厂价 2026-05-09
- 购买防护射线材料满意后付款 2026-05-09
- 不锈钢复合管厂家现货直发 2026-05-09
- 304不锈钢桥梁护栏多年老厂家 2026-05-09
- 片碱企业-好品质 2026-05-09
- 栈桥钢丝绳栏杆好货 2026-05-09
- 木纹转印护栏来图来样定制 2026-05-09
联系方式
